Peeling is a neglected step on the surface
Installation of production, including the separation of individual components from their carrying frame (thescrap)
Printed circuit boards of the same level (PCBs).
Ironically, when considering the overall value
Adding assembly equations, and the cumulative impact of each additional process, pays little attention to disassembly, which is one of the most critical steps in the assembly process.
In fact, in order to maintain a high level of process control, millions of dollars of capital equipment is allocated to the placement system, return and inspection.
Then, in many cases, the board is simply broken in an uncontrolled way.
In reflux, manage the rate of the hot slope and control the time of the hot soak;
During installation, the load is monitored to ensure the integrity of the joints and components.
However, after deploying the assembly technology, the load that the panel needs to bear--
Give their value to part100 %-
Always be ignored or given minimum consideration.
A variety of manual tools can be used to help with machining and to limit product exposure to pressure.
However, these interchanges do not have any level of control other than the individual who operates the tool.
One factor that has been driving a higher level of complexity in the hair removal process is component density.
The size of the Asa board is reduced, the number of its components remains static or increased, and it is more prone to joint failure when the bending load is applied.
This problem is particularly obvious in the telecom industry, because the size of the equipment is reduced (handset)
The increase of functions has become a huge driving force for sales.
The automated depilation machine becomes a necessary condition for production and cost control.
Bottom line drivers for automated and repeatable processes-
There are two kinds of driving machines.
First, when a fault occurs due to a poorly controlled peeling process, the total cost of the circuit usually decreases.
It is not feasible to re-process the strip product.
Second, the more sinister is the failure of the field.
Broken joints or strip boards may not appear during testing, but will fail due to thermal cycling (use)
And environmental exposure.
At this stage, it is difficult to quantify the intangible costs such as formation and customer loyalty.
However, many studies have shown that intangible costs tend to exceed tangible costs significantly.
The downturn in the economy and the subsequent electronics industry have had an impact on manufacturers and users of automation equipment.
Currently, the budget applies caution in areas where quality and quality control is improved rather than productivity.
While such concerns are imminent, we must all continue to pay close attention to the continued growth of electronic products and their impact on our daily lives.
The problems faced by manufacturers are the speed of design and time to market, and the basic profit of maintaining the manufacturing industry.
With the reduction of profit margin, the increase of competition has brought more pressure to the function of the product.
This demand is creating more intensive and intensive circuits and a re-evaluation of the hair removal process is required.
The increase in output and productivity are the key differences between making money and losing money.
Often overlooked Depaneling offers a huge opportunity to improve both.
The five basic methods of peeling are: * Broken Hands * pizza cutter, bite (
Auxiliary hand broken)
* Punch * router * saw.
The nine basic considerations for choosing the right process are: 1.
Circuit design and Sensitivity 2. productivity 3.
Initial capital cost 4.
Available ground space 5.
Continuous costs such as tools 6.
Conversion frequency 7.
End use and potential of the circuit recovered by the user 8.
Tools and other consumables 9.
Operator skills (
Class One to three).
Consumer goods of very low value will be packaged by hand.
In addition to the simplest process, there is no need for any other method for product value and production.
On the other hand, electronic circuits should be studied in more detail.
In the case of a new product, the panel of the circuit scan is still affected, considering how to make the final assembly, the panel design will complement the process.
For example, a saw can only be cut in straight lines without a V score.
Routerscan cuts the radius and straight line, but the speed is slow and needs to be advancedroutedslots.
The punch requires an optional card circuit for the smallest material to minimize strain and extend tool life.
Multi-layer circuits that are easily layered should give a degree of consideration in terms of design flexibility and production. Even a single-or double-
With the increase of functional requirements, double-sided products may evolve into multi-layer circuits;
Therefore, the future design should be incorporated into the decision-making strategy.
One issue that remains to be discussed is how a single decentralized process affects the circuit in terms of the strain and potential defects generated at the end of the manufacturing process.
To determine the extent of baseline information, the following tests were conducted.
Currently, there is no industry specification indicating allowable strain on a given circuit.
If this does exist, there will be a heated debate.
The usual feeling is that if a circuit and its components are to work within the expected life of the product, the degree of bending will be minimal (strain)
It should be applied to the circuit through the Assembly of the circuit and the separation from the parent carrier.
It is generally believed that the 1000 micro-strain is the maximum exposure that the circuit should bear.
Strain measurements are as close to the separation point as possible, depending on the individual panel design and sensitivity.
Test procedure introduction the term \"strain\" refers to the relative change in the size or shape of the object subjected to stress. Strain [member of]=? ? ? 1/[1. sub. 0]
It\'s a pure number.
The purpose of this test is to determine the strain size on the board during different peeling operations.
Due to known material specifications and different properties of the material, the stress load is not calculated.
The scanners and software used in this study provide fast, simultaneous acquisition and digitization for multiple channels of various analog inputs. The full-
Featured software provides flexible graphical display and interface control for data reduction and scanning (
Up to 10,000 samples per channel per second).
Two different types of strain gauges were used.
The first one is three. element, 45[degrees]
, Rectangular, stacked Rose Knot.
The second one is a 45-year-old [degrees]
, Rectangular, single
Rose in a compact geometric plane.
The resistance of both is 350 ohms.
Gage 2 is more popular than Gage 1 because the welding process is easier and the Gage structure is stronger.
The first peeling method for testing is saw.
At a speed of 2 inch per second and 6 inch per second, complete the cutting with 240 diamondsgrit 3 in.
Outer diameter, 0. 020 in.
Thick saw blade.
The second method of testing is broken hands.
The panel is placed on a fixture with rest timeline edge.
When holding the panel firmly with one hand, the panel is bent down with the other hand until the panel is separated.
The third way to test is routing.
The cutting speed is 1 and 2 inch per second;
The cutting speed is 3 inch per second and is cut once.
The router bit diameter is 0. 062 in.
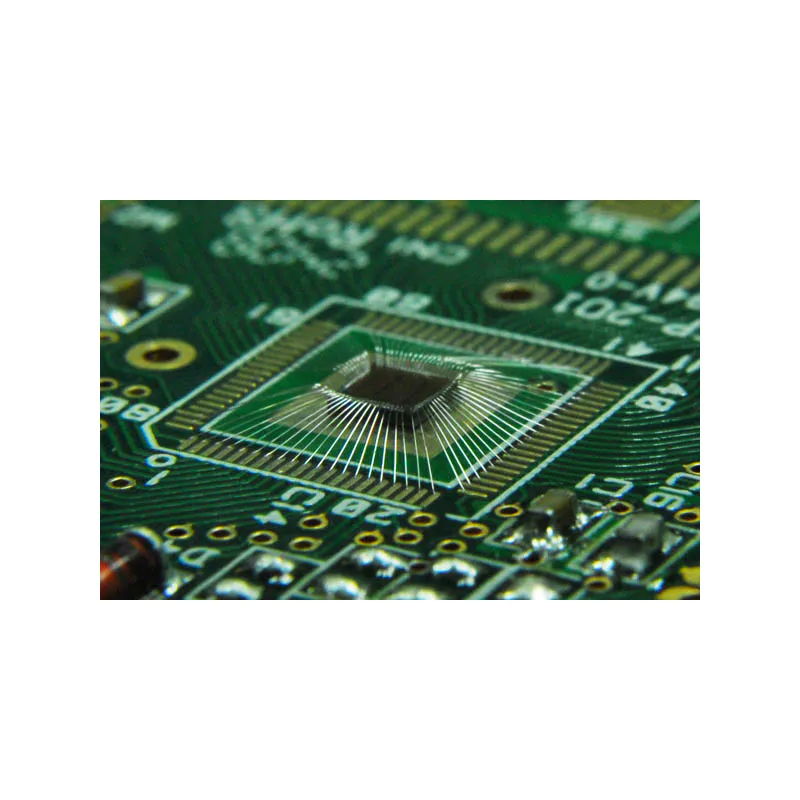
The test is arranged to connect the strain gauge to the circuit board using epoxy adhesive before testing to properly glue the strain gauge.
Strain on fiberglass
Reinforced Epoxy circuit board (Figure 1).
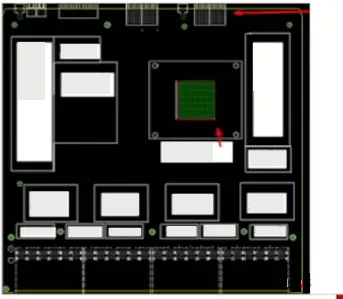
The position of the selected fixture is considered to be the area where most of the strain will occur during hair removal, figure 2). [
Figure 1, 2 slightly]
These circuits are then cut at different distances from the point at which the strain gauge is located, with the aim of determining the strain relative to the following parameters: cutting speed, process feed rate and distance from the strain gauge.
Table 1 of results shows the total value compared to the same value with a specific distance of the route.
Table 2 shows the comparison value of routing at a speed of 1 inch kilometers per second in the case of a distance of 2 mmas.
So far, routing is the least stressful in all processes.
However, when considering routing as an alternative to the V-score group handbreak process, it does not compare from a productivity perspective.
However, a circuit with a front circuit
The routes included in the design leave the least material to be removed, allowing the wiring process to be reliable and safe, and the cutting speed is kept in sync with most production lines.
The effect of the feed rate of the bit through the material (Figure 3)
When considering a faster bit RPM (Figure 4).
Higher RPM introduces less strain and should be used in parallel with higher feed speeds to offset the higher strain levels applied, thus balancing the process. [
Figure 3, 4 slightly]
Cutting at a speed similar to the wiring process, the result is applied to the circuit at an acceptable level, and the backlight rate is slightly higher than the wiring process.
As the feed rate of the sawmill increases, the degree of strain applied also increases (Figures 5-7).
However, these levels are within acceptable specifications, and the relative ratio of productivity is three times that of routing (Figure 8).
In reality, the level of productivity is much higher because the process does not need to be advanced
Line and cut thought solid material.
In addition, please note that the fixture of
, The circuit can enhance or reduce the process by allowing a higher degree of support to the circuit being processed. [FIGURE 5-7]
Conclusion as with many other processes, Depaneling remains an important part of electronic assembly.
In order to meet the new challenges of the next generation of electronic circuit design, it will continue to develop.
As a flexible and good route will always have a place in manufacturing
As with most consumer goods, the proven method of separating a single panel from the parent panel that requires a non-linear profile.
As the density of industrial electronic products increases, it needs to pay more attention to the hair removal method used, if the yield and field failure rate are to be well managed.
This vs V-scored layouts.
The saw system designed with a robust and flexible fixture system provides a low-pressure and fast alternative to manual crushing methods, while bringing all the qualified benefits of the automated process.
Alan duck is the champion? ? ?
With Cencorp, city, state? ? ? ; email: ? ? ?